設置対象物の概要
焼入作業は、金属を焼入れ、焼戻し、焼鈍して金属に硬度や強靭性を与える作業です。焼入設備は金属や鋼材を約900℃に加熱し、これを常温〜200℃の焼入油の入った油槽に投じて急冷し,硬度を与える工程のある設備です。通常メッシュコンベアーで焼入材料を連続して焼入油の入った油槽に投げ込み、焼入油の中を通過させる作業方式が多いのですが、小規模のものにはバッチ式の設備もあります。また、焼戻し、焼鈍作業は焼入れをした材料を200〜300℃の焼鈍油に通してやわらげ、強靭性を増す作業です。通常はシリンダー油が焼鈍油として用いられています。
設置対象物の火災危険
焼入れのとき高温の金属面に触れた焼入油は、はじめは沸騰して気化しますが、すぐに冷却します。このとき油の量に比べて材料が少ないときや接触面積が大きいときは引火しませんが、材料が多かったり接触面が少なく熱容量が大きい場合は、気化ガスが発火することがあります。しかし、発火しても材料が油中に没すれば火は消えます。沸点の高い油は油中に水分があると、高温状態で「Slopping:溢出現象」が生じるので、粘度の調整と水分の管理が重要です。つまり、焼入れ前に油の中に水分を入れないようにすることが大切です。油中の温度が上昇すると水分が沸騰し、油の粘度が高いと沸騰した蒸気が油から外部に抜けにくく、蒸発するときに蒸気が油を吹き飛ばしながら溢れ出て事故につながります。
局所消火設備の構成
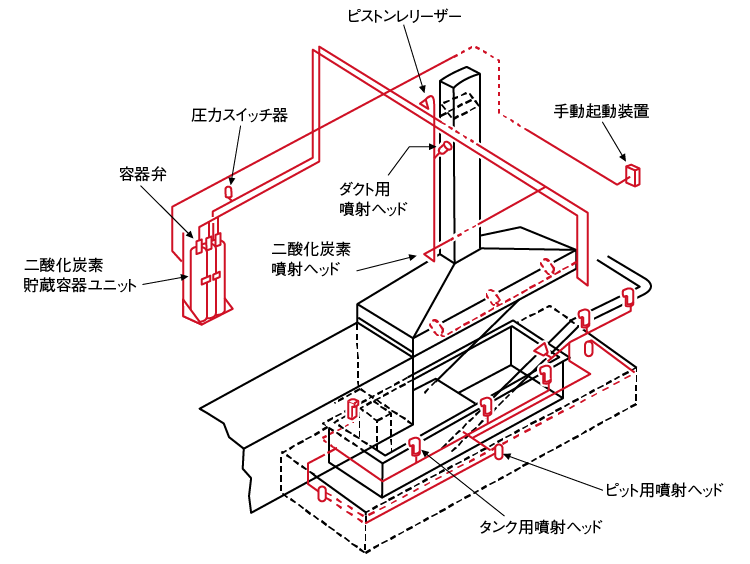
二酸化炭素消火設備は消火剤貯蔵容器と噴射ヘッド、配管、手動起動操作箱などで構成されます。自動起動にするときは自動火災報知器と連動させます。電気系統制御盤、警報装置、点検用閉止弁などを適切な位置に設置します。
局所消火設備の設計基準
- 焼入れタンクの周囲に設置する噴射ヘッドは、二酸化炭素が噴射する勢いで油を撹拌したり、吹き飛ばさないように留意して配置します。タンク周辺には油の溢出防 止のピットを設けてピット用噴射ヘッドを配置します。オーブン、ダクトにも噴射ヘッドを設けますが、ダクトには火災時に自動的に閉鎖するダンパーをつけます。
- 消火剤量は下記の数値の各合計量に液体係数1.4を乗じて計算します。
- タンクの消火剤量は面積1m2あたり10kgとして計算します。
- フード、タンク部分の消火剤量は容積1m3あたり2kgとして計算します。
- 消火剤の放出時間は30秒以上とします。
焼入設備の二酸化炭素消火設備システム構成例